벨형 어닐링로 생산 시 일반적인 문제점 및 해결책

생산 과정에서 흔히 발생하는 문제와 해결책벨형 어닐링로
1. 경질 압연--핵심 경도가 제품 허용 경도를 초과하여 품질 불량이 발생합니다.
원인: 절연 시간이 너무 짧고, 수학적 모델이 편향되어 있습니다.
대책: 강철 코일의 온도를 테스트하고 수학적 모델을 교정합니다.
2. 인장강도가 일정하지 않습니다. 인장강도와 신장파괴가 일정하지 않고 입자가 거칠습니다.
원인: 절연 시간이 너무 길어서 수학적 모델이 편향되어 있습니다.
대책: 강철 코일의 온도를 테스트하고 수학적 모델을 교정합니다.
3. 표면의 탄소 침전 - 용광로에서 나온 강철 코일 표면에 탄소 블랙 층이 있습니다.
원인: 압연유가 너무 많고, 저온에서 절연시간이 너무 짧습니다.
대책: 저온 보온 시간을 늘리고 순환 팬의 속도를 확인하세요.

4. 표면 황변--강철 코일이 용광로에서 나온 후 표면에 고르지 않은 노란색 반점이 나타납니다.
원인: 용광로에 물이 있거나 내부 덮개 플랜지가 밀봉되지 않았을 수 있습니다.
대책: 이슬점을 모니터링하고 O-링을 교체하세요.
5. 코일 부착 - 스트립 층 사이에 접착이 있습니다. 심각한 경우 두 층을 분리할 수 없습니다.
이유: 단열 시간이 너무 길고 냉각 과정이 잘못되었습니다.
대책: 수학적 모델을 교정하고 냉각 프로세스를 최적화합니다.
6. 컬링 - 강철 코일의 가장자리가 어닐링 후 안쪽으로 구부러지는 현상은 강철 코일의 주요 문제입니다.종형로.
이유: 중간 대류판이 강철 코일의 가장자리를 손상시킵니다.
대책: 해결책을 연구하였고 상당한 개선이 이루어졌습니다.
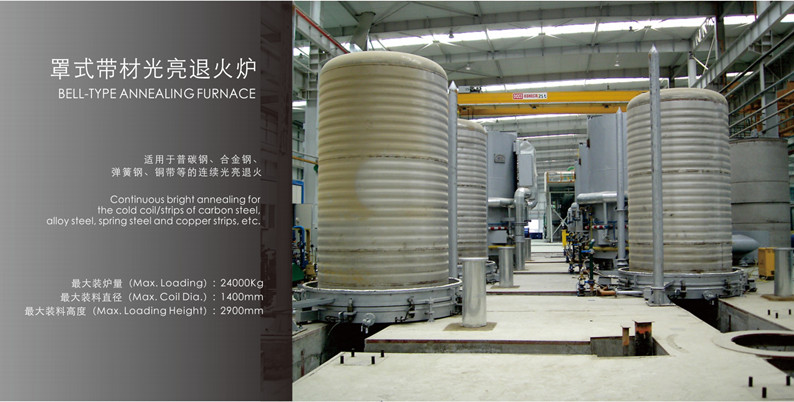
강한 Metal의 맞춤형 벨형 코일 어닐링로탄소 스트립 및 합금강의 밝은 어닐링에 적합합니다. 어닐링 처리 후 코일 표면은 밝고 경도가 균일합니다. 또한 구리 스트립, 와이어, 스프링 스틸 스트립 및 와이어의 밝은 열처리에도 사용할 수 있습니다.
냉간 압연 후 강철 스트립은 단단하고 취성이 있습니다. 이후의 냉간 성형 공정에 필요한 연성을 얻기 위해 재결정 어닐링 공정을 거쳐야 합니다.벨형로또한 호출됩니다배치 어닐링로.
제품 설명:
1) 보호 분위기 하에서 광휘 어닐링;
2) 분위기 가스는 암모니아 분해 가스 또는 H2 수소일 수 있습니다.
3) 온도는 PLC 시스템에 의해 자동으로 제어됩니다.
4) 생산 PLC 제어 시스템 처리;
5) 모듈형 설계로 향후 생산 확장이 쉽고 유연합니다.
사양:
종류 : 벨형
난방방식 : 가스, 전기
보호가스 : 암모니아 분해가스 또는 수소
벨당 최대 적재량: 24톤
최대 코일 직경: 1400mm
최대 적재 높이: 2900mm