-
08-24 2023
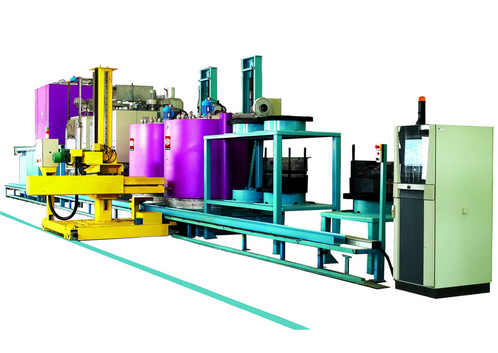
강판의 열처리 장비는 무엇입니까?

-
08-23 2023
스테인레스 스틸에 대한 기본 지식 - 생산 공정을 습득해야 합니다.
-
07-26 2023
수직 광휘 소둔로
-
11-05 2021
201과 304 스테인리스 스틸의 차이점
이 포스트는 201과 304 스테인리스 스틸의 차이점을 소개합니다. 스트롱메탈의 열처리 장비는 스트립 코일의 어닐링 공정을 위해 스테인레스 스틸 산업에서 널리 사용됩니다.
-
10-26 2021
스테인레스 스틸의 열처리 유형
스테인리스강은 일반적으로 스테인리스강의 종류와 처리 이유에 따라 열처리를 한다. 응력 제거, 경화 및 어닐링과 같은 열처리 방법은 제조 중 변형되는 금속의 연성 및 내식성을 강화하거나 마모 및 높은 기계적 응력을 견딜 수 있는 단단한 구조를 생성합니다.
-
10-21 2021
기어에 일반적으로 사용되는 재료 및 열처리 방법
일반적으로 사용되는 기어 재료는 고품질 탄소 구조용 강, 합금 구조용 강, 주강, 주철 및 비금속 재료의 다양한 등급입니다. 일반적으로 단조 또는 압연 강을 사용합니다. 기어 구조의 크기가 크고 휠 블랭크가 위조하기 쉽지 않은 경우 주강을 사용할 수 있습니다. 개방형 저속 전송의 경우 회주철 또는 연성 철을 사용할 수 있습니다. 더 나은 종합적인 성능을 가진 강철을 편집해야 합니다. 고속 기어는 치면에 구멍이 나기 쉬우므로 치면 경도가 높은 재료를 에드해야 합니다. 충격 하중을 받는 기어는 인성이 좋은 재료로 만들어야 합니다. 고속, 경부하 및 저소음 기어 변속기의 경우 천 베이클라이트, 나일론 등과 같은 비금속 재료도 사용할 수 있습니다.